Corrosion Protection
Salt Spray Test
To determine the corrosion resistance of samples and components, a salt spray test (German Standard DIN 50021) and a total immersion test (German Standard DIN 50905/part 4) are often carried out. In the simple salt spray test the parts are subjected to a fine mist of a 5% solution of sodium chloride at 95°F. This test is referred to in the German Standard as SS.
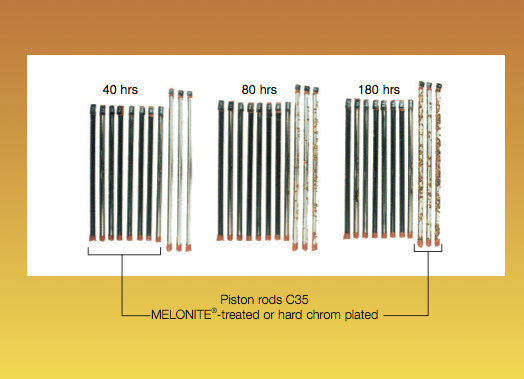
The example shows the results of a salt spray test conducted in accordance with DIN 50021 SS on hard chrome plated piston rods and MELONITE®-nitrocarburized ones made from unalloyed steel C35. The piston rods were either hard chrome plated to a layer thickness of 15-20 μm or salt bath nitrocarburized for 90 minutes to obtain a compound layer 15-20 μm thick. In the case of the salt bath nitrocarburized piston rods, different variants such as nitrocarburizing plus oxidative cooling, with and without lapping, as well as the QPQ®treatment were tested. After being sprayed for 40 hours, the first corrosion spots occurred on the chrome plated piston rods. After 180 hours the rods showed very heavy corrosive attack over a large area. All nitrocarburized piston rods, however, were still free from corrosion after 40 hours and even after 180 hours the QPQ®-treated piston rods showed no signs of rust.
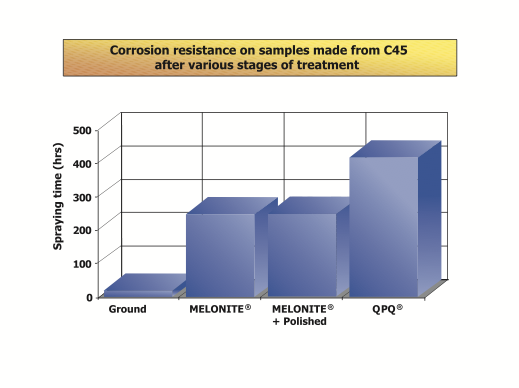
The graph shows the corrosion resistance measured in a DIN 50021 SS salt spray test of samples made from material C45 after each stage of treatment.
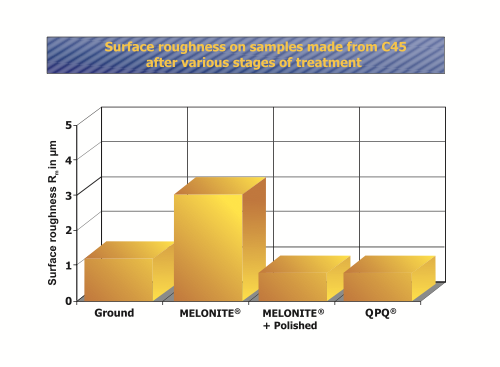
The graph shows the respective surface roughness of the samples. In the ground condition, corrosion occurred after only a short time. After 90 minutes salt bath nitrocarburizing followed by oxidation in the cooling bath the corrosion resistance was over 200 hours. Lapping does not change the resistance of the samples. After oxidative post treatment in the cooling bath (25 mins. at 698°F), figures of over 400 hours will be obtained.
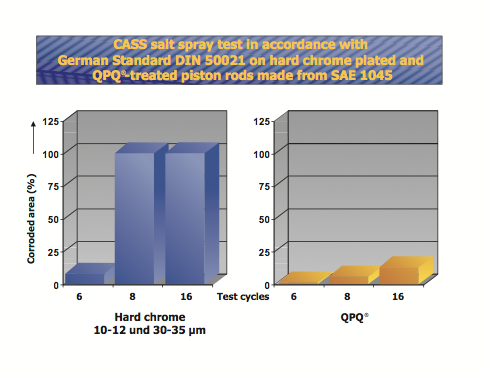
The most stringent corrosion test under DIN 50021 is the CASS test in which the test solution additionally contains acetic acid and copper chloride, and the temperature is raised to 122°F. This graph shows the results obtained in a comparison between QPQ®-treated piston rods and hard chrome plated ones with layer thicknesses of 10-12 μm and 30-35 μm. The test was performed by the Material Testing Institute in Darmstadt, Germany under the following conditions:
Spray solution 5 % NaCl + 0.26 g CuCl2/l; pH 3.11-3.3; Temperature 122°F (1 test cycle = 1 hour).
After QPQ®-treatment, the corrosion resistance is much better than after hard chrome plating. After 16 hours the QPQ® treated samples merely showed corrosive attack on about 10% of the surface.
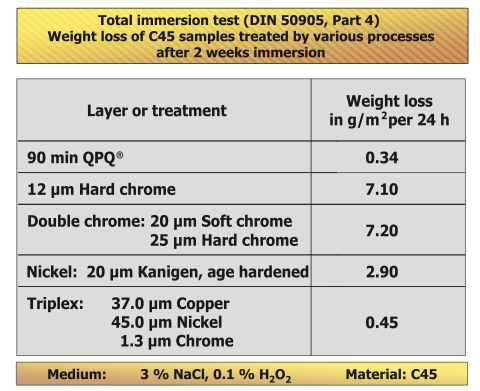
For the total immersion test (DIN 50905/part 4) a solution of 3% common salt and 1% hydrogen peroxide (H2O2) is used as the corrosive medium. Prior to being dipped into the solution, the samples are degreased.
The table above shows the results obtained on samples made from C45 treated by different surface engineering processes after a total immersion test lasting 2 weeks and carried out in accordance with the Standard.