Wear Resistance & Running Properties
The Melonite® Advantage
Due to the intermetallic composition of the compound layer, the friction and the tendency to weld with a metallic counter-partner are reduced. Excellent sliding and running properties, as well as greater wear-resistance, are the well-known advantages of Melonite®-treated components. Wear tests and practical application repeatedly confirm the superior wear resistance of salt bath nitrocarburized parts over traditional or induction hardened or hard chrome plated surfaces. In very many cases, the wear resistance of the compound layer is improved still further by an oxidative post treatment. For example, components such as transmission shafts, plug gauges and hydraulic aggregates have a longer service life after Melonizing® than after hard chrome plating.
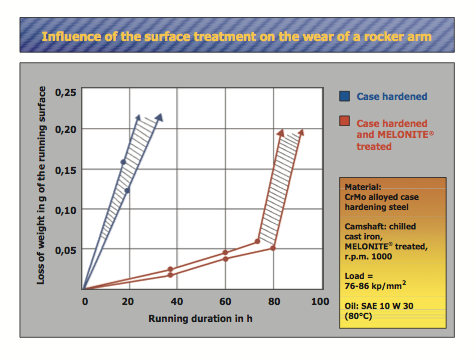
The question is often raised as to the wear resistance of the diffusion layer. The data summarized in the graph above shows a comparison of the wear behaviour of rocker arms treated by two different heat treatment processes. It shows the wear on the running surface of the rocker arm which run against a salt bath nitrocarburized camshaft made from chilled cast iron. Although the surface hardness of the case hardened rocker arm was slightly reduced by nitrocarburizing, the much improved wear resistance due to the presence of the compound layer, to approximately 80 hours running time is clearly visible. After 70-80 hours, the wear profile then runs parallel to that of the case hardened only rocker arm, which is attributable to the protection given by the diffusion layer. A spontaneous increase in wear after the loss of the compound layer was not observed. This test again showed very impressively that a high surface hardness does not automatically mean that the protection against wear is also very high. It depends on the respective wear mechanism involved as to how a material or material partnering is to be assessed. Nitrocarburized running partners have proved themselves to be very good under adhesive wear conditions in particular. Their tendency to seize is much lower than that of other surface layers.
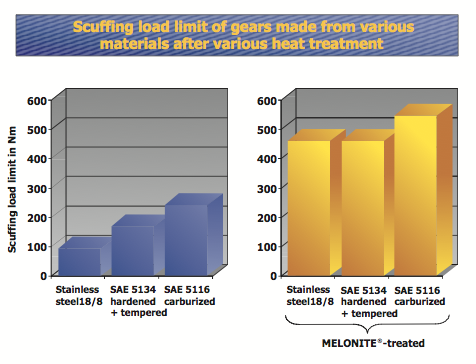
The graphs above show the results according to Nieman-Rettig of scuffing load limit tests on gears. These data were established by applying torque to the tooth flank and increasing it until seizure occurred. Nitrocarburizing by the Melonite® process raised the scuffing load limit of the materials tested by 2-5 times. Another interesting factor in connection with the wear resistance and running properties is the friction coefficient of the outer surface layer. The interfacial reactions which occur during sliding are not so much determined by the absolute hardness of the running partner but by the material partnering, their microstructural composition, surface geometry and the lubricant used.To determine the coefficient of friction, tests were carried out in our laboratory on the Amsler machine. The tests were carried out with one disc running at 200 rpm against another disc which was fixed. Both parts were treated equally. To avoid adhesive wear, a load of 5-30 N was applied. Under greater loads the coefficient of friction increased with the load but in the range of 5-30 N it remained constant.
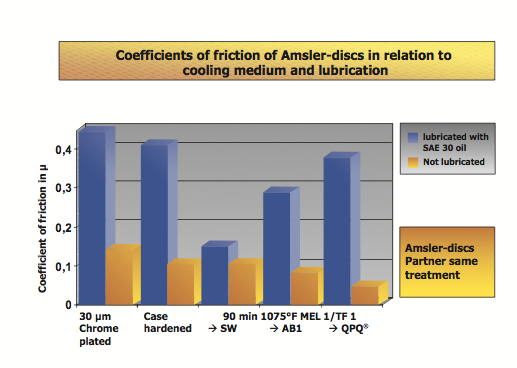
The data summarized in the graph above gives an overview of the friction coefficient of different pairings under dry running conditions, and after being lubricated with oil, type SAE 30. After hard chrome plating, case hardening, and nitrocarburizing followed by water cooling or oxidative cooling in the AB 1 cooling bath, the samples tested had a surface roughness of around 4 μm. Only the surfaces of the QPQ®-treated samples were reduced to a surface roughness of Rm = 1 μm by polishing.
Under dry running conditions, nitrocarburized samples have a much lower coefficient of friction than case hardened or hard chrome plated ones. Due to the oxidation of the compound layer, the coefficient of friction of the nitrocarburized samples increases. In the lubricated condition, the hydrodynamic load supporting film has to be taken into account. With the exception of the QPQ®-treated samples, there is more solid mass because of the surface roughness so that the results presumably lie within the mixed friction range. Under these test conditions, of all variants the QPQ®-nitrocarburized samples had the lowest friction coefficient. The Melonite®-treatment increases the rotating bending fatigue strength and the rolling fatigue strength of components. These are mainly influenced by: the level of nitrogen in the compound and diffusion layer, the thickness of the diffusion layer and the state of solution of the nitrogen on unalloyed steels.
Furthermore, the state of the microstructure and the strength are to be taken into consideration. Whereas with unalloyed steels the increase in fatigue strength is determined by the rate of cooling, with alloyed materials, however, it has nomentionable effect. The increase in fatigue strength possible after 1-2 hours Melonizing® is 100% on parts made from unalloyed and low alloyed steels. In this connection we would like to point out that hard chrome plating reduces the rotating bending fatigue strength of the base material. A similar situation prevails with electro galvanizing. Nitrocarburizing, however, always increases the fatigue strength.
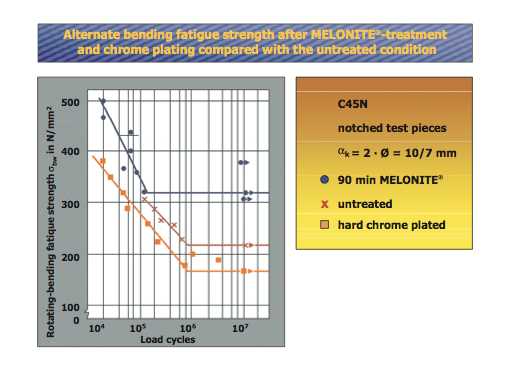
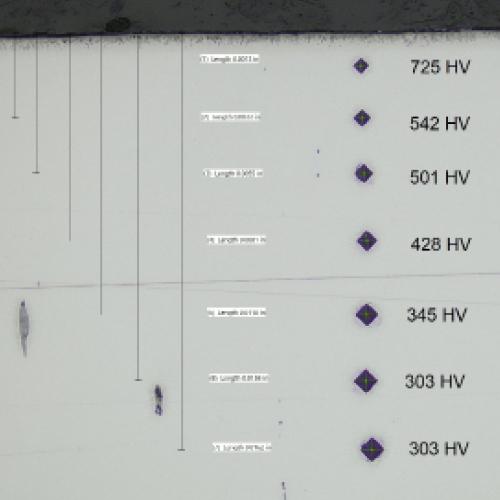
At left is a summary of the results of a fatigue strength test conducted on notched samples made from material C45N. Melonite®-treatment increased the fatigue strength by more than 50%. Hard chrome plating, however, reduced the fatigue strength by 20%.